
Some watch components are more demanding than others. For example, a winding stem is one of those components: despite its relatively large size, it needs to be machined as close as possible to design values. The stem is threaded, round and it sits inside the main plate between two centres, it carries two wheels and is held in place with yet another component. Functionality wise, it does two things: time setting and winding. And one of the critical elements is the polygon section - a highly polished 'square' - a track for a sliding pinion.
Making a component is one thing; but finding out the exact size of the machined part is the real moment of truth. And polygon cutting will not only tell you how good your machine is, but how good your raw materials, your tools, the rigidness of the machine, alignments- down to coolants, lubricants and room temperature are.

I am not going to bore you with details; briefly, the polygon is the result of 3 main actions: rotating cutting tool, traveling of the tool along the axis and the rotation of the material. All 3 movements are tightly coordinated (think of a juggler juggling 3 balls). The final tolerance is the sum of the errors of each movement (and many others!).
I am very pleased to report that our end result is amazingly 'tight'. The sides of the stem square are 891 and 892 microns so the difference is just 1 micron (1 thousands of a millimeter).


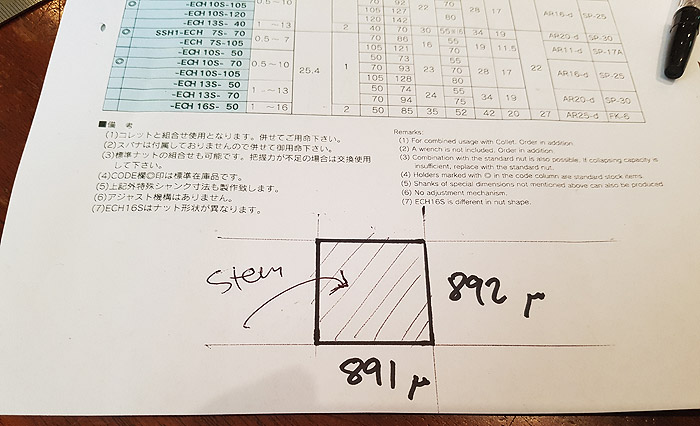
Actually, since I am measuring distance between two planes, discrepancy per side is only half of the micron!
To put things in perspective: the thickness of a human hair is 50 microns, so half a micron means slicing the hair 100 times - along!
The bottom line: when it comes to precision, our new toy is exceeding our watch manufacturing requirements: the lathe and bar feeder are rigid, the material is spot on and the ambient temperature for sub-micron machining is just fine. The setup and the environment are not supplied by the machine maker - it is something we had to create ourselves, and judging by the first measurements, it looks like we've got it right. A small curiosity: the surface finish of the polygon is very close to mirror finish and the stem does not require any post machining finishing. Production time: 54 seconds.
We are now ready to find the answer to yet another burning question: what is the smallest watch component we can manufacture?
No comments:
Post a Comment